



در دنیای تولید صنعتی، کیفیت هیچوقت تصادفی نیست. هر محصول باکیفیتی، نتیجهی طراحی دقیق، مهندسی درست و اجرای اصولی است. در صنعت آلومینیوم هم، همهچیز از قالب اکستروژن آلومینیوم آغاز میشود.
در «گروه حبیبی»، ما سالها تجربه کردهایم که قالب خوب، یعنی قلب تپندهی خط تولید. همانطور که موتور خوب، ضامن عملکرد خودرو است، قالب دقیق هم ضامن پروفیل سالم و بادوام است.
از طرف دیگر، در عصر دیجیتال امروز، فقط داشتن محصول عالی کافی نیست؛ باید دیده شوید. یعنی بهینهسازی محتوای وبسایت و توضیحات محصول برای جذب مشتریان صنعتی از طریق موتورهای جستجو.
در این مطلب، با زبانی ساده و کاربردی، تمام آنچه باید دربارهی قالب اکستروژن آلومینیوم بدانید را بررسی میکنیم؛ از ساخت و طراحی گرفته تا نگهداری، کاربردها، اشتباهات رایج و حتی نقش آن در موفقیت دیجیتال شما.

قالب اکستروژن آلومینیوم چیست و چه نقشی در تولید پروفیل دارد؟
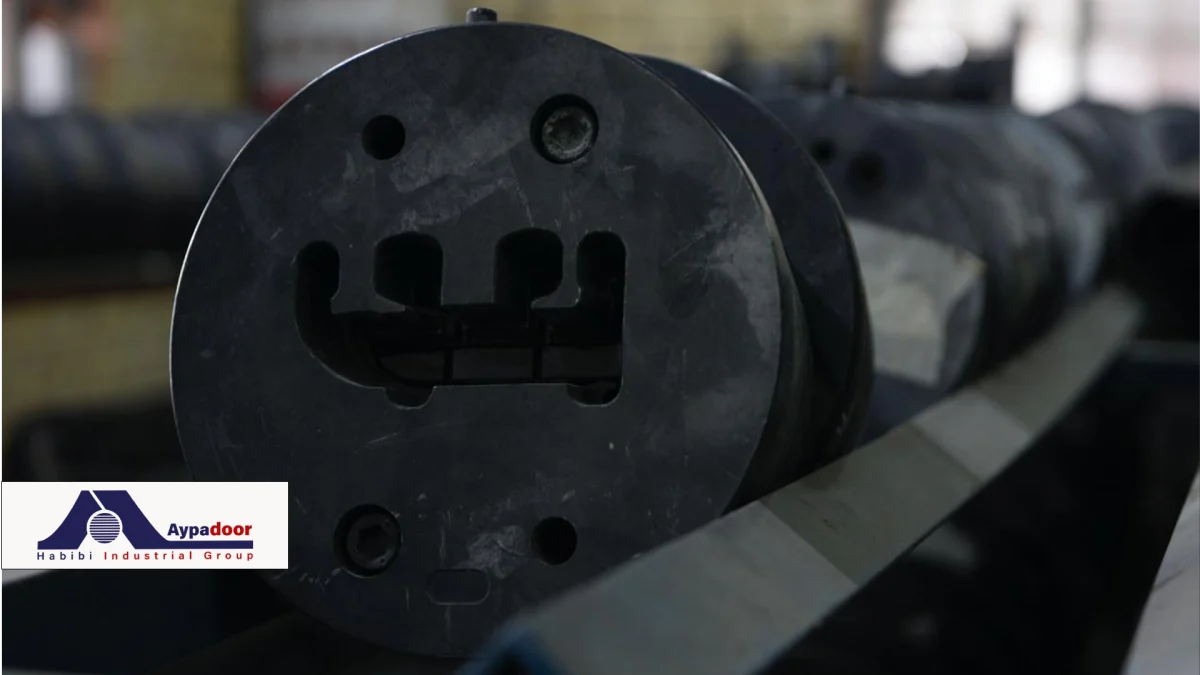
در فرآیند اکستروژن، شمش آلومینیومی (بیلت) درون کوره تا دمای حدود ۴۵۰ تا ۵۰۰ درجه سانتیگراد گرم میشود. سپس تحت فشار بالا به داخل قالب اکستروژن آلومینیوم رانده میشود.
در این لحظه، شمش نرمشده از دهانه قالب عبور میکند و به شکل مقطع طراحیشده درمیآید — از لوله ساده گرفته تا پروفیلهای دقیق و پیچیده در سیستمهای کرتین وال و ترمال بریک.
اگر قالب طراحی خوبی داشته باشد، جریان آلومینیوم یکنواخت است، ضخامت دیوارهها دقیق میماند و سطح نهایی صیقلی و یکدست خواهد بود. اما اگر طراحی ضعیف باشد، پروفیل تاب برمیدارد، ترک میخورد یا از حد تلرانس خارج میشود.
در واقع، قالب اکستروژن آلومینیوم نهتنها شکل نهایی محصول را تعیین میکند، بلکه دقت، استحکام و زیبایی آن را نیز میسازد.
اجزای اصلی قالب اکستروژن آلومینیوم
هر قالب اکستروژن آلومینیوم از چند بخش حیاتی تشکیل شده است که با همکاری یکدیگر، شکل نهایی پروفیل را میسازند:
- دای (Die Plate): بخش اصلی که طرح نهایی پروفیل روی آن ایجاد میشود.
- ماندریل (Mandrel): مخصوص قالبهای توخالی؛ وظیفه ایجاد فضاهای داخلی یا حفره در پروفیل را دارد.
- بول یا پشتیبان (Bolster): برای پخش فشار پرس و جلوگیری از انحراف قالب.
- بکرسپورت (Back Support): بخشی که قالب را در برابر تنشهای حرارتی و مکانیکی مقاوم نگه میدارد.
- هولدر (Holder): قطعهای که کل قالب را در دستگاه پرس ثابت نگه میدارد.
ترکیب دقیق و هماهنگ این اجزا است که باعث میشود جریان آلومینیوم نرم، یکنواخت و بدون نوسان از قالب عبور کند.
انواع قالب اکستروژن آلومینیوم
بسته به نوع پروفیل مورد نیاز، قالبها در سه گروه اصلی تقسیم میشوند:
- قالب سالید (Solid Die):
برای تولید پروفیلهای توپر بدون حفره مانند زهوار، نبشی یا پروفیلهای صنعتی. - قالب هالو (Hollow Die):
مخصوص پروفیلهای توخالی مثل لوله، کانال تهویه یا قاب کرتین وال. طراحی آن پیچیدهتر و گرانتر است. - قالب نیمههالو (Semi-Hollow Die):
ترکیبی از دو نوع بالا؛ برای مقاطع خاصی که بخشی از آن توخالی و بخشی توپر است.
انتخاب نوع صحیح قالب اکستروژن آلومینیوم، تأثیر مستقیم بر کیفیت نهایی، ضایعات تولید و هزینه دارد.
مراحل طراحی و ساخت قالب اکستروژن در کارخانه
طراحی و تولید قالب یک فرآیند دقیق و چندمرحلهای است:
مراحل طراحی و ساخت قالب اکستروژن آلومینیوم (بهصورت بسطیافته و تخصصی)
1.طراحی اولیه (Initial Design)
همهچیز از یک نقشه شروع میشود. در این مرحله، مهندسان با بررسی نقشهی مقطع پروفیل و شناخت نوع آلیاژ آلومینیوم (مثلاً 6063، 6061 یا 6082)، طراحی اولیه قالب را در نرمافزارهای CAD یا SolidWorks انجام میدهند.
در طراحی اولیه، هدف فقط شکل ظاهری نیست؛ بلکه پارامترهایی مثل:
یک طراحی دقیق میتواند تا ۳۰٪ از هزینههای بعدی تولید را کاهش دهد. در گروه حبیبی، این مرحله با مشاوره مهندسان مکانیک و متالورژی انجام میشود تا هر قالب دقیقاً متناسب با شرایط خط تولید و نیاز مشتری طراحی گردد.
.2تحلیل جریان فلز (Metal Flow Simulation)
در گذشته طراحی قالب بر اساس تجربه انجام میشد، اما امروزه نرمافزارهای شبیهسازی جریان آلومینیوم (مثل HyperXtrude و DEFORM) امکان بررسی دقیق رفتار فلز را درون قالب فراهم میکنند.
در این مرحله، مسیر حرکت آلومینیوم از لحظهی ورود تا خروج از دهانه قالب شبیهسازی میشود تا از بروز مشکلاتی مثل:
تحلیل دقیق جریان فلز باعث میشود قالب اکستروژن آلومینیوم در اولین تست عملی، خروجی دقیق و بدون نقص داشته باشد و نیاز به اصلاحات مکرر نداشته باشد.
.3ماشینکاری CNC (Precision Machining)
پس از تأیید طراحی و تحلیل، نوبت به ساخت فیزیکی قالب میرسد. بلوک فولادی مخصوص (معمولاً از نوع فولاد H13 یا SKD61 با استفاده از دستگاههای CNC پنجمحوره تراش داده میشود.
در این مرحله:
هرچه دقت ماشینکاری بیشتر باشد، جریان آلومینیوم در هنگام اکستروژن نرمتر و یکنواختتر خواهد بود.
در کارخانه آلومینیوم حبیبی، ماشینکاری قالبها با دستگاههای کنترل عددی پیشرفته انجام میشود تا کوچکترین تلرانسها نیز رعایت گردد.
.4 عملیات حرارتی (Heat Treatment)
پس از اتمام ماشینکاری، فولاد قالب باید سختتر شود تا بتواند فشار و حرارت بالای فرآیند اکستروژن را تحمل کند.
در عملیات حرارتی، قالب در کوره تا دمای حدود ۱۰۰۰ درجه سانتیگراد گرم و سپس بهصورت کنترلشده خنک میشود.
عملیات حرارتی درست، کلید عمر طولانی قالب اکستروژن آلومینیوم است. فولاد سخت ولی شکننده برای اکستروژن مناسب نیست؛ باید تعادل بین استحکام و انعطاف رعایت شود، و این مهارتی است که در گروه حبیبی بهصورت تخصصی انجام میشود.
.5 پولیش نهایی (Polishing & Finishing)
در این مرحله، سطح داخلی قالب به دقت صیقل داده میشود. هدف، کاهش اصطکاک میان دیواره قالب و جریان آلومینیوم است.
یک سطح صیقلی و براق باعث میشود آلومینیوم راحتتر از قالب عبور کند، دمای قالب کمتر بالا رود و سطح پروفیل نهایی کاملاً صاف و بدون رگه باشد.
در برخی موارد، از پوششهای خاص مانند نیترید تیتانیوم (TiN) یا کروم سخت نیز استفاده میشود تا مقاومت قالب در برابر چسبندگی آلومینیوم افزایش یابد.
پولیش درست، تأثیر مستقیمی در کاهش مصرف انرژی و افزایش کیفیت سطح پروفیل دارد — مخصوصاً در تولید پروفیل ترمال بریک و پروفیل کرتین وال که زیبایی سطح اهمیت بالایی دارد.
.6تست و اصلاح (Testing & Calibration)
آخرین مرحله، همان جایی است که قالب در خط تولید آزمایش میشود.
در این مرحله، قالب روی دستگاه پرس نصب شده و مقدار کمی آلومینیوم از آن عبور داده میشود تا پروفیل اولیه تولید گردد.
سپس:
- تلرانسها اندازهگیری میشوند.
- سطح و ضخامت پروفیل بررسی میشود.
- فشار، سرعت و دمای کار ثبت میگردد.
اگر کوچکترین ایرادی در ابعاد یا یکنواختی پروفیل مشاهده شود، اصلاحات جزئی روی قالب انجام میشود تا خروجی کاملاً مطابق نقشه باشد.
در کارخانه آلومینیوم حبیبی، این مرحله با ابزارهای اندازهگیری دیجیتال و دوربینهای صنعتی انجام میشود تا مطمئن شویم هر قالب، پروفیلی دقیق و بینقص تولید میکند.
چگونه طراحی قالب بر کیفیت پروفیل تأثیر میگذارد؟
در طراحی قالب، عواملی مانند سرعت جریان آلومینیوم، فشار پرس، زاویه خروج، ضخامت دیواره و نوع خنککاری، همگی در کیفیت نهایی اثر دارند.
بهطور خاص، در تولید پروفیل ترمال بریک و پروفیل کرتین وال، طراحی قالب باید بهگونهای باشد که:
- آلومینیوم بدون اعوجاج از قالب عبور کند.
- فشار در سراسر سطح قالب یکنواخت توزیع شود.
- نقاط اتصال دقیق و همسطح باشند.
هر میلیمتر اختلاف در طراحی قالب، میتواند باعث چند میلیمتر خطا در خروجی شود — و این یعنی تفاوت میان یک پروفیل ممتاز و یک محصول مردود.
چرا انتخاب تولیدکننده معتبر قالب حیاتی است؟
ساخت قالب دقیق، فقط مسئله دستگاه نیست، تجربه است.
یک تولیدکننده معتبر گروه حبیبی با شناخت آلیاژها، رفتار فلز داغ، فشار پرس و شرایط محیطی، قالبهایی طراحی میکند که در تولید انبوه، پایدار و تکرارپذیر هستند.قالبهای غیراستاندارد شاید ارزانتر باشند، اما بهسرعت تاب برمیدارند، دچار ترک میشوند یا کیفیت سطح را پایین میآورند.
در مقابل، قالب اکستروژن آلومینیوم ساختهشده در گروه حبیبی با دقت CNC بالا و فولاد سختکاریشده، عمر بسیار بیشتری دارد و ضایعات تولید را تا ۳۰٪ کاهش میدهد.
نقش مواد اولیه در عمر و دوام قالب
فولاد ابزار (Tool Steel) مهمترین عامل در دوام قالب است. فولاد H13 و SKD61 از رایجترین گزینهها برای قالبهای اکستروژن هستند.
این فولادها مقاومت بالایی در برابر شوک حرارتی و سایش دارند. در گروه حبیبی، قالبها پس از عملیات حرارتی دقیق، به صورت کنترلشده خنک میشوند تا سختی سطحی بالا اما انعطاف داخلی حفظ شود.
نتیجه؟ قالبی که حتی بعد از هزاران بار اکستروژن، دچار تاب یا ترک نمیشود.
ارتباط قالب اکستروژن آلومینیوم با بهرهوری انرژی
شاید در نگاه اول، قالب تأثیر مستقیمی بر انرژی نداشته باشد، اما در واقع طراحی بهینه آن میتواند مصرف انرژی را تا ۱۵٪ کاهش دهد.
وقتی قالب بهدرستی طراحی شود، آلومینیوم راحتتر جریان پیدا میکند، اصطکاک کمتر میشود، و پرس با فشار پایینتری کار میکند.
در کارخانههای بزرگ، همین مقدار کاهش مصرف انرژی، رقمهای قابلتوجهی از هزینه را کاهش میدهد.
اشتباهات رایج در طراحی و استفاده از قالب
- طراحی نادرست کانالهای جریان آلومینیوم.
- فشار بیش از حد یا ناهماهنگ پرس.
- عدم تنظیم دمای قالب در حین تولید.
- تمیز نکردن قالب پس از استفاده.
- استفاده از آلیاژ نامناسب برای قالب.
با آموزش، پایش دقیق و نگهداری دورهای، میتوان از تمام این مشکلات جلوگیری کرد و عمر قالب اکستروژن آلومینیوم را افزایش داد.
بررسی هزینه و بازگشت سرمایه قالب
در نگاه اول، قالب ممکن است یک هزینه بزرگ بهنظر برسد، اما واقعیت این است که قالب باکیفیت، سرمایهگذاری بلندمدت است.
وقتی قالب دقیق باشد:
- زمان توقف تولید کاهش مییابد.
- کیفیت و تکرارپذیری محصول بالا میرود.
- ضایعات کمتر میشود.
یعنی در چند ماه، هزینه اولیه بازمیگردد و از آن پس سود خالص تولید افزایش مییابد.

کاربرد قالبهای اکستروژن در صنایع مختلف
تقریباً هیچ صنعتی نیست که از قالب اکستروژن آلومینیوم بینیاز باشد:
- پروفیل درب و پنجره آلومینیومی برای ساختمانهای مدرن.
- نماهای کرتین وال در برجها و مراکز تجاری.
- قطعات دقیق صنعتی در خودروسازی، لوازم خانگی و تجهیزات الکترونیکی.
- پروفیلهای ترمال بریک برای عایقکاری حرارتی.
در همه این موارد، قالب دقیق به معنای زیبایی، دوام و عملکرد بهتر محصول نهایی است.
نکات مهم در نگهداری و افزایش عمر قالب
- قالب را پس از هر نوبت استفاده تمیز کنید تا آلومینیوم باقیمانده باعث خراش نشود.
- دمای قالب را قبل و بعد از هر پرس کنترل کنید.
- روانکاری صحیح انجام دهید تا اصطکاک کاهش یابد.
- قالبهای قدیمی را بازسازی یا سطح آنها را پولیش کنید.
- سوابق استفاده و تعمیر را ثبت کنید.
با اجرای این اصول، قالب اکستروژن آلومینیوم شما بهجای چند ماه، سالها عمر مفید خواهد داشت.
جمعبندی
اگر به دنبال تولید پروفیلهایی دقیق، بادوام و اقتصادی هستید، باید از پایه شروع کنید: از قالب اکستروژن آلومینیوم.
قالبی که با طراحی مهندسی ساخته شده و با دقت نگهداری شود، ضامن کیفیت محصول، کاهش هزینه و افزایش بهرهوری است.
در گروه حبیبی، ما سالهاست که در طراحی و ساخت قالبهای اکستروژن تخصص داریم و آمادهایم تا با ارائه راهحلهای مهندسی و محتوای دیجیتال بهینه، تولید شما را به سطحی بالاتر برسانیم.
اکنون وقت ساخت کیفیت است — با گروه حبیبی تماس بگیرید، تا قالبی بسازیم که ماندگار باشد و محتوایی بنویسیم که دیده شود.


