فرآیند تولید با انتخاب بیلتهای استاندارد آلومینیوم آغاز میشود؛ این بیلتها معمولاً از آلیاژهای سری 6000 مانند 6063 و 6061 هستند که توازن مناسبی بین استحکام، انعطافپذیری و قابلیت سطحپردازی ایجاد میکنند. کیفیت بیلت مستقیماً روی صافی سطح و خواص نهایی پروفیل تأثیر میگذارد، به همین دلیل هر بیلت قبل از ورود به خط تولید از نظر ترکیب شیمیایی و یکنواختی ساختار کنترل میشود.

بیلتها تا دمای مشخص (معمولاً بین ۴۵۰ تا ۵۰۰ درجه سانتیگراد) گرم میشوند تا قابلیت تغییر شکل پلاستیکی پیدا کنند. در همین زمان قالب اکستروژن نیز گرم میشود تا از شوک حرارتی جلوگیری گردد. سپس قالب با روانکارهای صنعتی پوشانده میشود تا جریان آلومینیوم درون آن یکنواخت و بدون اصطکاک انجام گیرد.
در این مرحله بیلت توسط پرس قدرتمند از داخل قالب عبور داده میشود و به مقطع مورد نظر تبدیل میگردد. فشار پرس بسته به نوع پروفیل بین ۱۰۰۰ تا ۳۰۰۰ تن متغیر است. کنترل سرعت خروج و دمای آن نقطهی کلیدی کیفیت در این مرحله است؛ چون هرگونه تغییر ناگهانی میتواند باعث تابدار شدن یا زبری سطح شود.
پس از خروج از پرس، پروفیلهای داغ مستقیماً روی نوارهای خنککننده قرار میگیرند تا دمای آنها به حد تعادل برسد. سپس عملیات کشش (Stretching) انجام میشود تا تنشهای درونی فلز حذف شود و ابعاد به دقت نهایی برسد. در ادامه پروفیلها بر اساس طولهای استاندارد یا سفارشی برش داده میشوند.

برش پروفیل آلومینیومی
پروفیلهای برشخورده وارد مرحله پیرسازی حرارتی T6 میشوند تا استحکام مکانیکیشان افزایش یابد. بعد از این مرحله، آزمونهای ابعادی، سطحی و سختی انجام میشود تا اطمینان حاصل شود پروفیلها مطابق استانداردهای DIN و ISIRI هستند. تنها در صورت تأیید کامل، به مرحله بعد منتقل میشوند.
در پایان، پروفیلها بر اساس نوع پروژه وارد واحد سطحپردازی میشوند؛ آنادایز برای افزایش مقاومت در برابر خوردگی و ایجاد سطح براق، رنگ پودری برای زیبایی و پوشش یکنواخت، و پولیش یا برسکاری برای جلوه دکوراتیو. سپس پروفیلها در بستهبندی ضدخش آماده ارسال به مشتری یا انبار میگردند.
در صنعت آلومینیوم، پروفیلهای آلومینیومی بر اساس فرم، مقاومت مکانیکی و نوع آلیاژ، در دستههای مختلفی قرار میگیرند که هر کدام برای کاربردی خاص طراحی و تولید میشوند. برای مطالعه جزئیات فنیتر هر نوع پروفیل، مقاله جامع معرفی انواع پروفیل آلومینیومی را ببینید.
در ادامه، چند گروه اصلی از این مقاطع معرفی میشوند:
این گروه پرکاربردترین نوع پروفیل آلومینیومی است و در ساخت درب، پنجره، فریم شیشه، کرتینوالها و نمای شیشهای مدرن به کار میرود. ویژگی آن سبکی وزن، مقاومت بالا در برابر خوردگی و زیبایی ظاهری است. در پروژههای عمرانی و نماهای تجاری، به علت توانایی اکستروژن دقیق و هزینه بهینه، بیشترین سهم بازار را دارند.
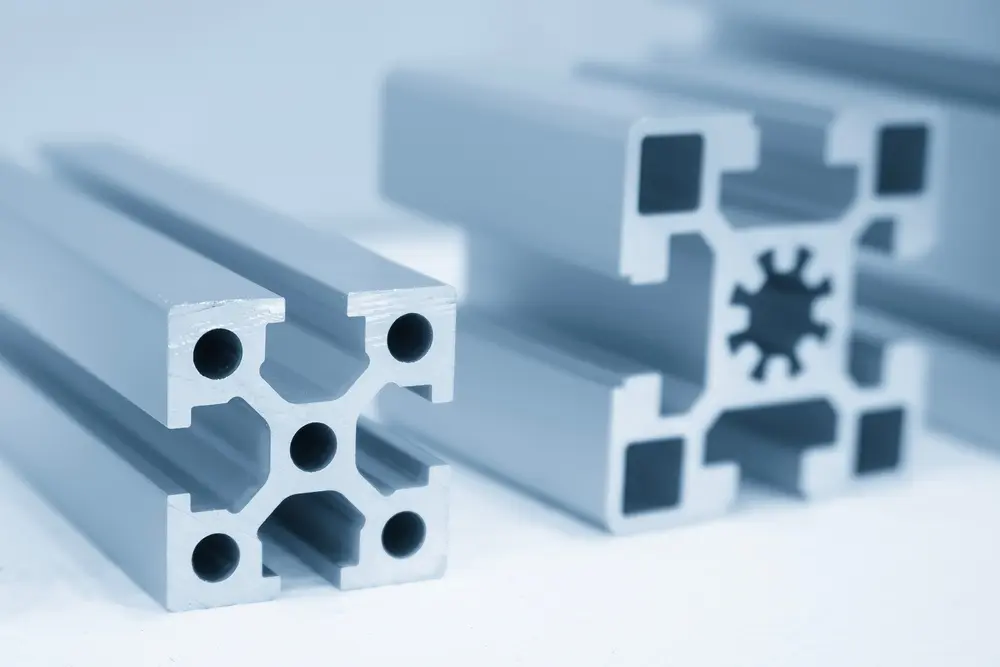
پروفیل صنعتی آلومینیومی برای سازههایی با نیاز مکانیکی بالا مثل فریم تجهیزات، خطوط مونتاژ، استراکچر ماشینآلات و سیستمهای تهویه بزرگ استفاده میشود. این نوع معمولاً از آلیاژهای ۶۰۶۱ یا ۶۰۶۳ ساخته میشود که تعادل خوبی بین سختی، مقاومت و قابلیت ماشینکاری دارند.
این دسته مخصوص پروژههای طراحی داخلی و نماهای لوکس است؛ جایی که زیبایی و رنگآمیزی نقش اصلی دارند. با آنادایز رنگی، پولیش و پوشش پودری فلزی عرضه میشوند و در ساخت فریم تابلو، استند، کابینتهای showroom و دکوراتیو به کار میروند.
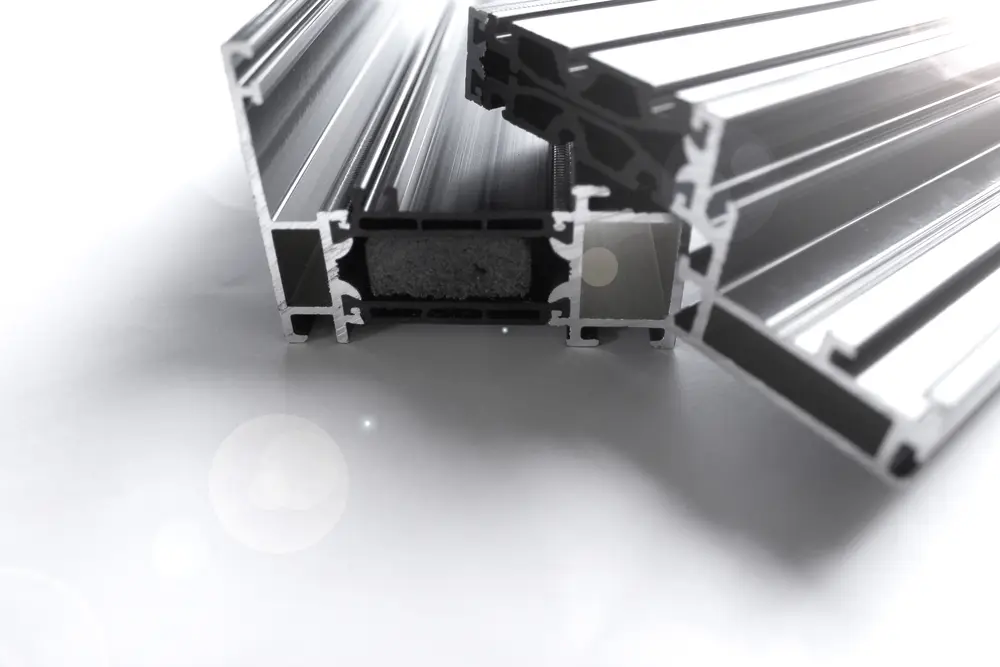
نوعی از پروفیل آلومینیومی ساختمانی است که برای کاهش انتقال حرارت ساخته میشود. در این مدل، فاصلهی بین دو لایه آلومینیوم با نوار پلیآمید مقاوم به حرارت جدا میشود؛ به همین دلیل در دربها و پنجرههای دوجداره مدرن و طرحهای Low‑Energy Buildings بهصورت گسترده استفاده میگردد.
در پروژههای خاص یا خط تولیدهای سفارشی مانند سیستمهای ردیاب خورشیدی، فریمهای صنعتی خاص یا تجهیزات تهویه و لوورهای آلومینیومی، طراحی قالب اختصاصی انجام میشود. فرآیند اکستروژن دقیق باعث میشود هر مقطع با تلورانس ابعادی پایین و سطح صیقلی تولید شود.
انتخاب و خرید پروفیل آلومینیومی، فراتر از مقایسه قیمتهاست؛ تصمیمی مهندسی است که بر دوام سازه، زیبایی نهایی و کارایی سیستم تأثیر مستقیم دارد. پیش از نهاییکردن سفارش، بررسی چند عامل کلیدی توصیه میشود:
آلیاژهای متداول پروفیل شامل ۶۰۶۳ برای مصارف ساختمانی و ۶۰۶۱ برای کاربردهای صنعتی هستند. پیش از خرید، اطمینان حاصل کنید که بیلت اولیه بر اساس استانداردهای بینالمللی ASTM یا EN 755‑9 تولید شده و آزمونهای کنترل ترکیب شیمیایی و سختی انجام گرفتهاند.
در پروژههای نما و فریم شیشهای، اختلاف میلیمتری ممکن است باعث مشکل در نصب شود. بنابراین، مشخصات هندسی پروفیل (ابعاد، ضخامت، زاویهها و صافی سطح) باید با نقشه قالب و دیتاشیت تولیدی مطابقت کامل داشته باشد.
ظاهر سطح پروفیل بر زیبایی و دوام اثرگذار است؛ بهویژه در پروژههایی که در معرض تابش مستقیم آفتاب قرار دارند. نوع پوشش بسته به کاربرد متفاوت است:
پروفیلها پس از اکستروژن باید تحت عملیات حرارتی صحیح قرار گیرند تا خواص مکانیکی تثبیت شوند. تفاوت بین T5 و T6 در میزان سختی و انقباض بعد از کوئنچ است و بسته به نوع استفاده (در کرتینوال یا درب و پنجره) انتخاب میشود.
کیفیت حملونقل معمولاً نادیده گرفته میشود، اما ضربه یا سایش سطح در مسیر ارسال میتواند کل سفارش را از نظر ظاهری آسیب بزند. بستهبندی فومدار، تسمهبندی مقاوم و نگهداری در محل خشک و سرپوشیده از الزامات حرفهای است.

پروفیل آلومینیومی اختصاصی